
Новости 2007-2020
«Жизнь не доставляет нам большего удовольствия, чем то, которое мы получаем, наблюдая за преодолением собственных трудностей, продвигаясь шаг за шагом по пути успеха, формируя у себя новые желания и видя, как они удовлетворяются». П. Нири *** 2011 год *** | ||
Вот и фото нового станка | ||
 |  Сушка загрунтованных деталей станка в шкафу (более 50 позиций.) |  Вот и родился новый станок. Имя станка - "Лути" |
 ВИД 1 |  ВИД 2 |  ВИД 3 |
 Форма и крепление не установлены |  Водяная система охлаждения зоны питания и сжатия | 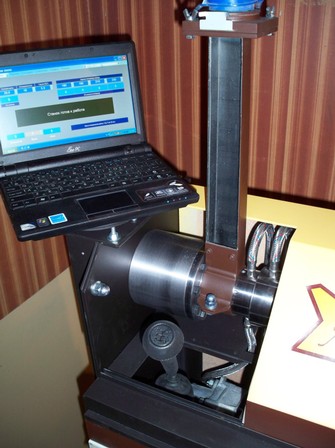 Разработана новая система крепления туннеля питания станка |
 Туннель питания станка можно полностью опустошать не дожидаясь выработки сырья при смене цвета и т.п. Для этого достаточно ослабить гайку и повернуть туннель вокруг оси (наклонить). Вроде мелочь, а приятно. |  Для контроля прогрева станка и лёгкости хода шнека предусмотрено окно, которое закрывается экраном всего в два движения. |  Окно доступа к шкиву закрыто. Принцип установки как у стекла в книжной полке |
С небольшой задержкой работы по созданию нового варианта станка приближаются к концу. Однако поставки начнутся не ранее конца июня 2012 г., т.к. в приоритете клиенты, с которыми я уже сотрудничал и выразили желание приобрести ещё один станок - понравился он людям. Цена нового варианта станка (с управлением от ноутбука, который входит в комплект поставки) 157 000 рублей будет действовать для НОВЫХ заказов на 2012 год. | ||
Август 2001г. - Август 2011г. Прошло 10 лет как начал работать мой первый автоматизированный станок . ЭТО УЖЕ ЮБИЛЕЙ ! Помню, как с ухмылкой его рассмаривали на мониторах члены комиссии Программы "Старт 2005" , в которой я в своё время отважился участвовать. В апреле того 2005г. число посетителей первого моего сайта http://plastic-st.narod.ru едва дотягивало 750 человек за всё время работы сайта. Тогда был вынесен вердикт членами комиссии: бесперспективно. Но у меня не было иных способов заработка кроме литья пластмасс. И другие люди хотели этим заниматься. Пришлось начать делать станки. Станину первого станка окрашивал кистью, следующего - валиком. Ходил кланялся к токарям, чтобы изготовить нужные детали. Иногда по 4-5 раз приходилось переделывать. В итоге: сейчас полностью стал независим от сторонних изготовителей комплектующих, даже разработал и сделал долбёжное ручное приспособление для выборки пазов в зоне загрузки сырья и под шпоночные соединения (по моим прикидкам оно - приспособление - весит почти в 100 раз меньше, чем промышленные долбёжные станки). Все токарные работы, в том числе и шнек изготавливаю сам на токарно-винторезном станке фирмы JET GHB-1340, окраска частей станка сейчас выполняется пневматическим распылением и горячей сушкой при 70*С. В период творческого отпуска 2011г. изготовил большой 3-х секционный сушильный шкаф объёмом около 500 литров, в который можно поместить самую большую часть станины при помощи механического подъёмника-загрузчика. Температура пустого (незагруженного) шкафа с 25*С до 70*С набирается примерно за 5 минут . Для точности сборки (и сварки) станка разработаны специальные стапеля (как на судоверфях), сделаны десятки кондукторов и шаблонов. В новой модификации станка 2011г., которая сейчас изготавливается, воздушное охлаждение загрузочной зоны заменено на водяное. Этим даётся "зелёный свет" для использования станка не только для литья изделий, но и для экструзии. И главное отличие в новом варианте станка - замена жёсткой логики управления небольшим ноутбуком, что откроет перспективу дальнейшего совершенствования станка, ускорения его сборки и упрощение ремонта. Немного изменится и дизайн. Итог: в новом станке будет выполнено около 10 существенных изменений по сравнению с предыдущими моделями. P.S. А первый станок 2001 г. продолжает работать, только сейчас у других людей. Ориентировочное произведённое на нём количество отливок (за 10 лет) около одного миллиона. Пара шнек - цилиндр не менялась. На девятом году его жизни был заменён упорный подшипник (сейчас, кстати, вместо 5-тонного подшипника в станок ставится 9-тонный) , который разрушился из-за использования дроблёнки, в которой была металлическая стружка (не проверили качество сырья перед загрузкой!), закупорившая выход пластмассы. Т.Е. ШНЕК РАБОТАЛ НА ЗАКРЫТЫЙ ВЫХОД И ОСТАЛСЯ ЦЕЛ !!! Это оказалось возможным, благодаря оригинальной конструкции шнека и зоны загрузки, предотвратившей выход станка из строя (кроме вышеупомянутого подшипника). Вот такие события призошли за прошедшие 10 лет. | ||
************************************** Идёт разработка новой модификации станка. Хотя традиционно все разработчики скрывают свои новшества до появления готового изделия на рынке (наверно из суеверия или боязни кражи конкурентами), я придерживаюсь своей точки зрения на этот вопрос и немного приоткрою "тайну" нового станка. На фото, расположенных ниже видны экраны взаимодействия оператора со станком на уровне "щелчков" мышью по нужным местам . От грубых ошибок ввода исходных данных, таких как время прогрева, установки минимальной температуры цилиндров и т.п. защитит программное обеспечение. В народе про такую подстраховку от поломок говорят: "Защита от ду**ка". Дизайн станка всё-же сохраню в секрете до последнего дня (для подогрева интереса). ************************************** | ||
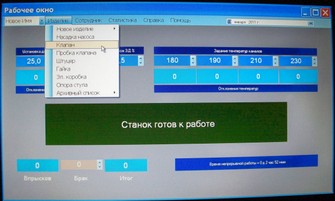 Если нужное изделие уже отливалось на станке, не надо вспоминать о необходимых данных, просто щёлкните по нему в списке. Станок сам "вспомнит" как ему надо работать | 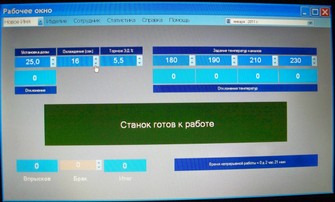 Станок прогрет Все данные подтверждены Можно работать |  Внешний вид "головы" станка: Eee PC. диагональ 8,9" Нетбук фирмы Asus |
Просматривая Инет по своим вопросам (27.01.2011), с интересом узнал, что ссылка на мой сайт по ключевым словам стоит под №1 в пяти поисковиках: ЯНДЕКС, GOOGLE, BING, YAHOO ! , MAIL.RU, при общем предлагаемом списке сайтов от 15 тысяч до 270 тысяч в каждом поисковике (при этом я не пользовался никакими ни "грязными", ни "чистыми" технологиями поднятия рейтинга. Можете сами проверить. | ||
 |  |  |
С некоторым запозданием (письмо пришло в конце ноября 2010г), помещаю на сайт информацию от патентного поверенного Anton JECK , представляющего интересы клиентов в Германии, Европейском патентном ведомстве и в других странах. Может это кому-то пригодится. ( Цены патентования за рубежом ) | ||